Tartalomjegyzék
A lézeres acélhegesztőgép elve
A acél hegesztőgép napjaink legnépszerűbb hegesztőgépe. Ezt a lézeres hegesztőgépet különféle területeken használták, szóval tudja, mi a lézeres hegesztőgép elve? A lézeres hegesztő alumínium gép nagy intenzitású lézersugarat sugároz a fém felületére, és a lézer és a fém kölcsönhatása révén a fém megolvad, és hegesztést hoz létre. A lézer-fém kölcsönhatás folyamatában a fémolvadás csak egy a fizikai jelenségek közül.
Néha az időenergia nem elsősorban fémolvadássá alakul át, hanem más formában, például párologtatásban és plazmaképződésben nyilvánul meg. A jó fúziós hegesztés eléréséhez azonban a fémolvasztásnak kell az energiaátalakítás fő formájának lennie. Emiatt meg kell érteni a lézer és fém kölcsönhatása által előidézett különféle fizikai jelenségeket, valamint e fizikai jelenségek és a lézerparaméterek közötti kapcsolatot. A lézerparaméterek szabályozásával a lézerenergia nagy része fémolvadási energiává alakítható a hegesztés eléréséhez. Célja.
Ezért a lézeres hegesztőgép olyan melegen fogadják. Ez a hegesztőgép hatékonyabb, mint az eredeti hagyományos hegesztőgép, és minden anyagot jobban tud hegeszteni.
A lézeres acélhegesztőgép folyamatparaméterei
Más hegesztőgépekkel összehasonlítva a lézerhegesztő alumíniumgép folyamatparaméterei nagyon magasak. A lézeres hegesztőgép nagyon jól teljesít a teljesítménysűrűség, a lézerimpulzus-hullámforma, a lézerimpulzus-szélesség és a defókuszálás tekintetében. .
1. Teljesítménysűrűség
A teljesítménysűrűség az egyik legkritikusabb paraméter az a rozsdamentes acél hegesztőgép. Nagyobb teljesítménysűrűséggel a felületi réteg mikroszekundumos időintervallumon belül forráspontig melegíthető, ami nagymértékű elpárologtatást eredményez. Ezért a nagy teljesítménysűrűség előnyös az anyageltávolítás folyamatában, például lyukasztásnál, vágásnál és gravírozásnál. Alacsonyabb teljesítménysűrűség esetén több ezredmásodperc kell ahhoz, hogy a felület hőmérséklete elérje a forráspontot. Mielőtt a felületi réteg elpárologna, az alsó réteg eléri az olvadáspontot, amelyből könnyű jó olvadó varrat készíteni. Ezért a vezetőképes lézerhegesztésnél a teljesítménysűrűség 104-106 W/cm2 tartományba esik.
2. Lézerimpulzus hullámforma
A lézerimpulzus-hullámforma fontos kérdés az a acél hegesztőgép, különösen laphegesztéshez. Amikor egy nagy intenzitású lézersugár eléri az anyag felületét, a lézerenergia 60-98%-a visszaverődik és elveszik a fém felületén, és a visszaverő képesség a felület hőmérsékletével változik. A lézerimpulzus során a fém reflexiós képessége nagymértékben megváltozik.
3. A lézerimpulzus szélessége
Az impulzusszélesség az alumínium lézeres hegesztőgépek egyik fontos paramétere. Ez nemcsak az anyageltávolítástól és az anyagolvasztástól eltérő fontos paraméter, hanem a feldolgozó berendezések költségét és térfogatát meghatározó kulcsparaméter.
4. A defókuszálás mértékének hatása a hegesztés minőségére
A lézeres rozsdamentes acél hegesztőgép általában bizonyos mértékű defókuszra szorul, mivel a lézer fókuszpontjában lévő pont közepén a teljesítménysűrűség túl magas, és könnyen elpárologhat egy lyukba. A lézerfókusztól távol eső minden síkon a teljesítménysűrűség-eloszlás viszonylag egyenletes.
Két defókuszálási módszer létezik: pozitív defókusz és negatív defókusz. Ha a fókuszsík a munkadarab felett van, az pozitív defókusz, egyébként negatív defókusz. A geometriai optika elmélete szerint, ha a pozitív és negatív diszjunkció egyenlő, akkor a teljesítménysűrűség a megfelelő síkon megközelítőleg azonos, de valójában a kapott olvadék alakja eltérő.
Ha a defókusz negatív, nagyobb behatolási mélység érhető el, ami az olvadt medence képződési folyamatához kapcsolódik. Kísérletek kimutatták, hogy az anyag 50-200 °C-os lézeres melegítése elkezd olvadni, folyékony fémet képezve és elpárologva, városi nyomású gőzt képez, és nagyon nagy sebességgel permetezve vakító fehér fényt bocsát ki.
Ugyanakkor a magas gőzkoncentráció hatására a folyékony fém az olvadt medence széléhez költözik, és mélyedést képez az olvadt medence közepén. Negatív defókusz esetén az anyag belső teljesítménysűrűsége nagyobb, mint a felületé, és könnyen lehet erősebb olvadást és párologtatást kialakítani, így a fényenergia az anyag mélyebb részébe továbbítható. Ezért a gyakorlati alkalmazásokban, amikor a behatolási mélységnek nagynak kell lennie, a negatív defókuszálást használják; a vékony anyag hegesztésekor a pozitív defókuszálást kell használni.

Lézeres hegesztési alumínium gépi eljárás
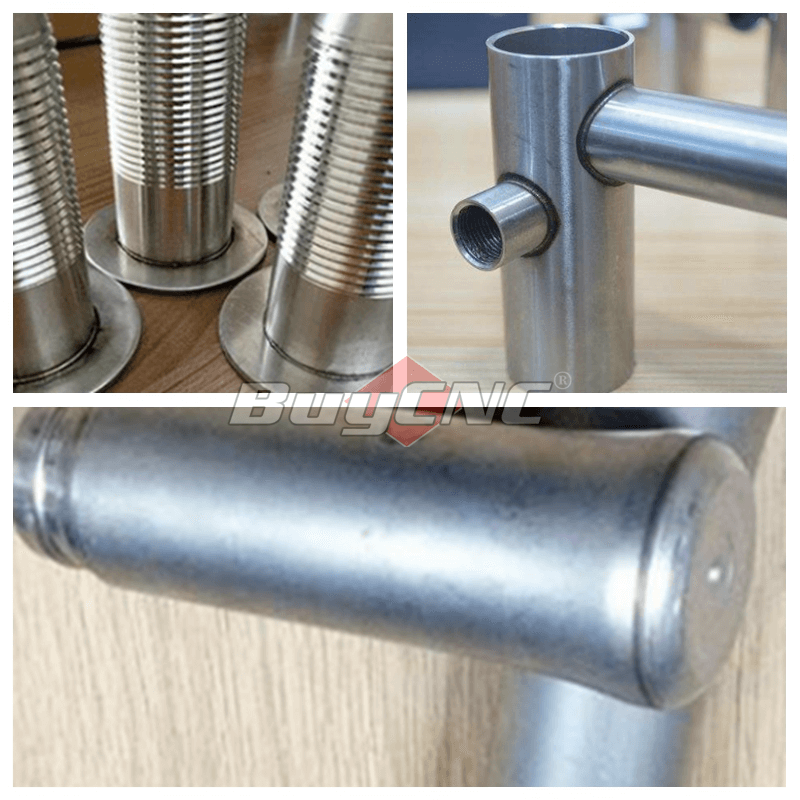
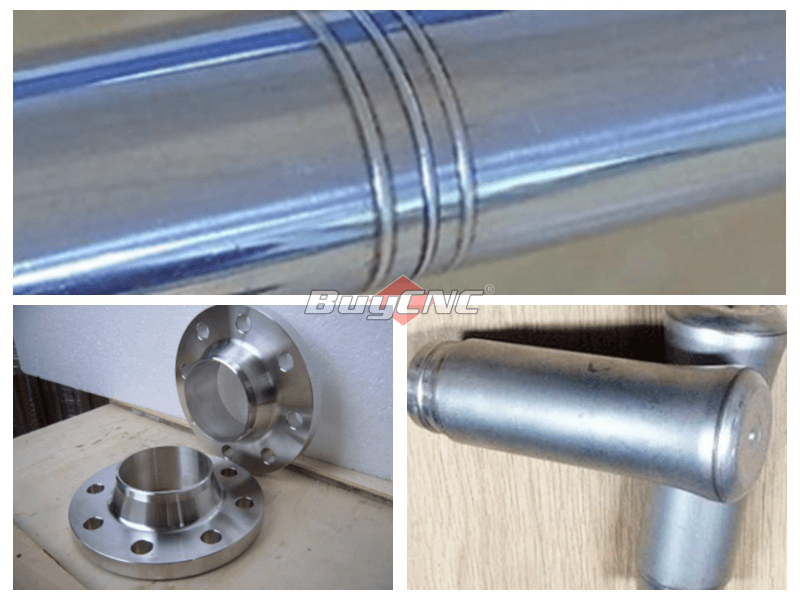
A legnépszerűbb hegesztőgépként a lézeres hegesztő alumínium gép sokféle anyagot tud hegeszteni, és sokféle anyagot tud hegeszteni, legyen szó fémlemezről vagy huzalról, vagy különböző fémekről. Acélhegesztőgépünk hegeszthető.
1. Hegesztés a szeletek között: Négy eljárási módszert tartalmaz: tompahegesztés, véghegesztés, középponti áthatolásos ömlesztési hegesztés, középső perforációs ömlesztőhegesztés.
2. Huzal és huzalhegesztés: Beleértve a huzal-huzal tompahegesztést, kereszthegesztést, párhuzamos átlapolásos hegesztést, T-alakú hegesztést és további 4 eljárási módszert.
3. Fémhuzalok és blokkelemek hegesztése: A lézeres hegesztéssel sikeresen megvalósítható a fémhuzal és a blokkelem közötti kapcsolat, a blokkelem mérete pedig tetszőleges lehet. A hegesztés során ügyelni kell a huzalszerű alkatrészek geometriai méreteire.
4. Különféle fémek hegesztése: A különböző típusú fémek hegesztésekor meg kell oldani a hegeszthetőséget és a hegeszthető paraméterek skáláját. A különböző anyagok közötti lézeres hegesztés csak bizonyos anyagkombinációkkal lehetséges.
A rozsdamentes acél lézeres hegesztőgép előnyei
Más hegesztési technológiákkal összehasonlítva a lézeres hegesztő alumínium gép számos előnnyel rendelkezik, így az alumínium lézerhegesztő gép fő előnyei a következők:
1. Gyors sebesség, nagy mélység és kis deformáció.
2. Szobahőmérsékleten vagy speciális körülmények között hegeszthető, a lézeres rozsdamentes acél hegesztőgép egyszerű. Például amikor a lézer áthalad egy elektromágneses mezőn, a sugár nem tolódik el; a lézer hegeszthető vákuumban, levegőben és bizonyos gázkörnyezetben, és hegeszthető üvegen vagy a sugár számára átlátszó anyagokon keresztül.
3. Tűzálló anyagokat, például titánt, kvarcot stb., és heterogén anyagokat is képes hegeszteni jó eredménnyel.
4. A lézer fókuszálása után a teljesítménysűrűség magas. Nagy teljesítményű készülékek hegesztésekor a képarány elérheti az 5:1-et, akár a 10:1-et is.
5. Mikrohegesztés lehetséges. A lézersugár fókuszálása után egy kis foltot kaphatunk, és pontosan pozícionálható, amely alkalmazható mikro- és kisméretű, automatikusan sorozatgyártású munkadarabok szerelőhegesztésére.
6. Nehezen hozzáférhető alkatrészeket hegeszthet, és érintésmentes távolsági hegesztést valósíthat meg, amely nagy rugalmassággal rendelkezik. Különösen az utóbbi években az optikai szál átviteli technológiájának alkalmazása a YAG lézeres feldolgozási technológiában szélesebb körben népszerűsítette és alkalmazta a lézeres hegesztési technológiát.
7. A lézersugár könnyen megvalósítható a sugár idő és tér szerinti felosztása, és többsugaras egyidejű feldolgozást és több állomásos feldolgozást is végezhet, amely feltételeket biztosít a precízebb hegesztéshez.
A lézeres acélhegesztőgép hátrányai
A lézeres hegesztésnek azonban vannak bizonyos korlátai is:
1. A lézeres hegesztő alumínium gép nagy pontosságot igényel a hegesztések összeszerelésénél, és megköveteli, hogy a gerenda pozíciója a munkadarabon ne tudjon jelentősen eltolódni. Ennek az az oka, hogy a lézer fókuszálása után a folt mérete kicsi, a hegesztési varrat keskeny, amelyet fém anyagokkal töltenek ki. Ha a munkadarab összeszerelési pontossága vagy a gerenda pozicionálási pontossága nem felel meg a követelményeknek, könnyen hegesztési hibák keletkezhetnek.
2. Amikor a lézerhegesztő alumínium gép működik, a lézerhegesztőgép maximális hegeszthető vastagsága bizonyos mértékig korlátozott. Ha 19 mm-nél jóval nagyobb vastagságú munkadarabot szeretne hegeszteni, akkor az nem alkalmas acélhegesztőgéppel történő hegesztésre.
Az egyik az, hogy a hegesztés helyzetének nagyon pontosnak kell lennie, és a lézersugár fókusztartományán belül kell lennie; a második az, hogy amikor a hegesztéshez rögzítőelemet kell használni, gondoskodni kell arról, hogy a hegesztés végső helyzete egy vonalban legyen azzal a hegesztési ponttal, amelyet a lézersugár érinteni fog; a harmadik a lehető legnagyobb A hegesztési vastagság korlátozott, és a 19 mm-nél jóval nagyobb behatolási vastagságú munkadarab nem alkalmas gyártósoron történő lézerhegesztésre.
3. Az alumínium lézerhegesztő gép és a kapcsolódó rendszerek költsége viszonylag magas. A hagyományos hegesztőgépekhez képest a lézeres hegesztőgép egyszeri beruházása viszonylag nagy.
Lézeres acélhegesztőgép eladó










